Ремонт яхт, катеров и других видов морского транспорта.

Автор статьи: Андрей КОСЕНКОВ
Полная версия по адресу (mastercomposit.ucoz.ua)
http://мастерфорум.композиты.рф/index.php
Ремонт яхт, катеров и других видов морского транспорта.
ОСМОС – чудовище из пучин, которое съедает корабли…
Да, да, и пусть происходит это не так быстро, как кораблекрушение , но зато также необратимо. Любая яхта, или катер из полиэфирной смолы, находящийся в эксплуатации 10 – 15 лет, в той или иной мере подвержен разрушению осмосом. И когда Вы видите вздувшийся гелькоут на корпусе ниже ватерлинии, это не значит, что процесс начался, ― это значит, что он уже вовсю идет!
Обычно осмос рассматривают как механическое повреждение стеклопластика корпуса судна из-за проникновения воды через микропоры в полости внутри пластика и последующего замерзания и, как следствие, расширения воды в пузырьках. Надо сказать, что это очень односторонний взгляд на проблему. Конечно, все мы видели, как разрывает на морозе стеклянную бутылку наполненную водой. Вода при замерзании расширяется до 11%. То есть на 1 погонном метре при переходе воды в лед и дальнейшем снижении температуры, она расширится до 1м 11 см. Пластик, как и другие вещества, напротив, сужается. Сужение это при изменении температуры от+50 до -50 градусов Цельсия составляет для пластика 6 мм на погонном метре. Конечно, такие критические перепады температур редко встречаются в реальных условиях эксплуатации пластиковых судов. Чаще они значительно меньше, поэтому у влаги, попавшей в толщу пластика есть время и выйти теми же путями, какими она попала внутрь. Реальные повреждения гелькоута и ламината корпуса судна от температурных перепадов могут возникнуть в период, когда мокрая яхта (катер) подняты в конце сезона, и ударил мороз. При таких темпах яхты разрушались бы гораздо дольше.
Однако осмос не ограничивается лишь механическим разрушением, это в первую очередь химический процесс. На самом деле осмос – это следствие процесса гидролиза стеклопластика. Если объяснять в двух словах, то происходит следующее. Вода проникает сквозь гелькоут как в виде паров, так и в виде жидкости. Это у нее получается хорошо, вследствие малого размера молекулы Н2О. Гелькоут и ламинат, из которых изготовлен корпус яхты (судна) имеют свойство естественной фильтрации воды в толщу пластика и внутрь лодки. Конечно, этот процент очень невелик, и такое явление свойственно и деревянным и армобетонным судам. Однако для начала процесса этого оказывается достаточно. И тут скорость образования повреждений зависит, прежде всего, от качества ламината и гелькоута и соблюдения технологических требований при постройке судна. Для примера скажу, что лодка из рубленого стекловолокна «заболеет» в два раза быстрее, чем лодка, изготовленная из листовых стекломатериалов. Механическому распространению воды в толще пластика помогают и повреждения гелькоута (сколы, царапины), которые всегда присутствуют на эксплуатируемых судах. Волокна стекломатериалов также помогают проникновению воды, служа капиллярами и транспортируя воду вглубь пластика.
А вот теперь-то уже начинается агрессивная химия. Находясь в близком контакте со смолой, вода образует раствор с ее гидрофильными составляющими. Это фталевые кислоты, гликоли, соединения кобальта, стирол. Они всегда присутствуют в любой отвержденной полиэфирной смоле. Приемлемое содержание их – 5%. Однако из-за некачественных материалов, или нарушения технологии (неправильная дозировка отвердителя, неуместный температурный режим при формовании, и др.) их количество может намного превышать норму. Все эти вещества сильно притягивают молекулы Н2О (они гигроскопичны) и немедленно реагируют с водой, фильтруемой гелькоутом, образуя кислотный раствор. Этот едкий раствор, являющийся продуктом гидролиза, начинает медленную атаку на «здоровый» пластик. Пластик разрушается, образуя новые гликоли и кислоты, питающие процесс, который продолжается до тех пор, пока есть приток воды. Со временем процесс все глубже проникает в толщу стеклопластика. Суть его в том, что из ламината вымывается смола.
Признаки осмоса – следы истечения гидролизной жидкости из корпуса, повышенное содержание влаги во внешних слоях ламината, снижение прозрачности смолы и стекловолокна, снижение твердости смолы и, наконец, пресловутые пузыри. Далеко не всякий корпус, пораженный гидролизом имеет пузыри, но всякий пузырящийся корпус – поражен гидролизом.
Вас интересует, откуда эти пузыри? Они образуются, когда приток воды внутрь ламината начинает превышать отток гидролизной жидкости. Дело в том, что кислотный раствор собирается в теле корпуса судна во всевозможных раковинках и каналах, образованных при формовании, и в результате самого гидролиза. Этот раствор не может получить отток назад через гелькоут в той же степени, в которой вода поступает внутрь из-за более крупного размера его молекул. Если гелькоут достаточно плотный, темпы формирования полостей с жидкостью становятся еще выше. По причине гигроскопичности продуктов распада полиэфирных смол, имеет место энергия химического притяжения, которая называется осмос. Она втягивает все больше и больше воды в полость ограниченного объема. Таким образом, растут размеры и количество пузырей. Когда эти пузыри лопаются, образуются трещины достаточные для прохода свежих порций воды вглубь стеклопластика, и процесс принимается за более глубокие слои ламината.
Напротив, если гелькоут достаточно пористый, то пузырения может вообще не наблюдаться, хотя процесс размягчения и разрушения корпуса происходит в не меньших масштабах. Часто на корпусах таких яхт можно видеть крохотные точечные отложения, которые представляют собой кристаллизовавшиеся остатки полиэфирной смолы и свидетельствуют о гидролизном разрушении ламината.
Хозяев яхт часто интересует, все ли днище пострадало, или же проблема носит местный характер. Дорогие, не обольщайтесь! Наблюдения специалистов показали, что, несмотря на то, что пузыри могут концентрироваться в локальных областях, процесс гидролиза носит достаточно однородный характер. Иными словами, е6сли Вы хотите просто расколупать пузыри и замазать их чем-нибудь, или, даже расчистить метр – другой днища, то это не спасет судно от распада. Только, может быть, успокоит Вас до следующего раза, когда Вы достанете судно и увидите, что Ваш ремонт помог ему как мертвому припарка.
Он вернемся к вопросу размывания смолы. Это явление является даже более опасным, чем расслоение и пузырение ламината, хотя оно и не так очевидно. Большинство корпусов яхт запас прочности от двух – четырех кратного , до единицы. Гоночные суда стремятся к снижению запаса прочности для облегчения веса судна. Размытие смолы вызывает серьезное снижение прочности корпуса на изгиб. Так в одной из исследуемых лодок гидролиз привел к 50% потере жесткости корпуса, он прогибался от простого давления воды. В этих условиях резко возрастают усталостные деформации корпуса в районе переборок (перегородок отсеков судна) и других элементов жесткости судна.
И вот теперь самое главное: цельнопластиковыми судам мы можем помочь, сэндвичевым – невозможно. Они через 10 – 15 лет эксплуатации, обычно, представляют собой равномерно разрушенную посудину, не подлежащую ремонту. Во всяком случае – за разумную цену. К этому времени бальза, а тем более пенистый наполнитель уже полностью разрушены в палубе, рубке и корпусе выше ватерлинии, а ниже ватерлинии судно доедает осмос. Прекрасный повод выбросить отслуживший корабль и купить более современный. Что, Вам жалко выкидывать почти еще целый корабль? Успокойтесь, это всего лишь скорлупа протухшего яйца, ― дань одноразовой цивилизации. Не хотите, чтобы так было со следующим кораблем – возьмите цельнопластиковый.
В результате специального ремонта прочность цельнопластикового корпуса тестируемого судна повысилась с 50-ти до 140%. Есть гарантия, что осмос не появится на нем еще в течение следующих 10-ти лет. Но в действительности – и дольше.
Так можно ли бороться с осмосом? Да, и притом успешно!
Ремонт и модификация судна.
Ну, вроде бы достаточно сказал о плохом. Негативная информация некрасиво перевесила чашу потребительского сознания в сторону мысли: «А на фига мне вообще все это надо?» Как то это все не по «Фэн-шуй» получилось. Теперь попробуем полечить яхты и наше расстроенное самообладание. И да наступит гармония и блаженное равновесие!
Как мы знаем, все в вещественном мире стареет и приходит в негодность, быстрее, или медленнее – это уже вопрос качества конкретного объекта. Но мы имеем интересный орган под названием «рука», который, оказывается, может не только в носу ковыряться, а и подавлять всемирную ЭНТРОПИЮ там, куда дотягиваются пальцы. Мало того, так рядом на туловище растет еще одна, такая же! Конечно, делает это рука под влиянием еще более странного органа – «головы», которая вообще-то существует для того, чтобы туда закладывать пищу, а у отдельных людей иногда еще может вырабатывать некую сомнительную материю ― «творческую мысль». Короче, все можно отремонтировать. И сейчас мы этим займемся.
Крепление арматуры и соединение отформованных конструкций. Внутренний ремонт.
Установка металлической арматуры, или доращивание пластика на корпусе яхты должны производиться по определенным правилам.
Для приформовки пластиковых, или деревянных элементов на корпус, места установки и их стыкуемые стороны должны быть обработаны наждачкой:
-если полиэфирный ламинат наформовывается на свежий ламинат, то поверхность слегка зашкуривается, чтобы сбить иголки. Свежие покрытия из полиэфирных смол надежно сополимеризуются.
– если Вы накладываете ламинат на старое полиэфирное покрытие, тем более, на эпоксидное, то поверхность тщательно зашкуривается грубой наждачкой. В этом случае надежность соединения обеспечивается в большой степени за счет механического сцепления.
-в случае, когда Вам необходимо приформоваться к декоративной поверхности покрытой гелькоутом, весь слой гелькоута под приформовываемой деталью должен быть удален наждачкой Р40, или болгаркой с лепестковым кругом.
-и наконец, когда необходимо наложить ламинат на сильно загрязненную, замасленную поверхность, ее необходимо тщательно обезжирить ацетоном. На чистой поверхности его применение нецелесообразно, а на замасленной – необходимо. Ацетон наносим на время не более15 минут, он размягчает поверхность ламината, обезжиривает его и тем самым улучшает химическую связь с ламинатом, накладываемым впоследствии, затем удаляем его остатки тканью. В сырую погоду, когда наложение ламината затруднительно из-за образования конденсата на стыкуемой поверхности (накладывать его на капли воды недопустимо), ацетон помогает просушить поверхность. Помните, что ацетон очень летуч и легко воспламеним, поэтому обращаться с ним следует с осторожностью!
Все конструкции из стеклопластика являются слоистыми. Он состоит из высокопрочного волокна и менее прочной смолы в качестве заполнителя. Если сопротивление ламината на разрыв приложенное вдоль его поверхности и – на излом, приложенное перпендикулярно ― очень велико, то незначительное расслаивающее усилие может его испортить. Очень важно крепить арматуру и соединительные детали таким образом, чтобы избежать «растаскивания» слоев материала. Следовательно, все детали, подверженные растягивающим усилиям, кроме

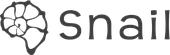
Рис. РЯ 001001. Установка дополнительных усилений швертового колодца. Впоследствии колодец со швертом внутри будет продолжен до потолка рубки и будет выполнять функцию и пиллерса. Шверт будет подниматься на тросе по специальным металлическим направляющим.
1. Фанерные перегородки.
2.Предворительное крепление элементов сферой. 3.Швертколодец.
4.Вырез в перегородке для размещения свинцовых БАЛЛАСТИН.
5. Все места наложения ламината на старые конструкции тщательно зачищаются.

Рис. РЯ 001002. Если усиливающие переборки заформовать крышкой, то они будут нести еще и функцию рундуков. 1.Все стыки заформованы мокрым угольником толщиной 2 мм.
2.Крышки изготовлены из 2-х слоев судостроительной фанеры 6 мм. Для того, чтобы сделать в них лючки со ступенькой .
3. Лючки будут потом закрыты крышками.
адгезионной связи, должны иметь еще сквозное крепление на болтах. Для того, чтобы нагрузка воспринималась слоистым материалом как единым целым, а на связующие участки между отдельными слоями не воздействовали никакие напряжения. С обратной стороны от места крепления детали, или арматуры, должна быть установлена прочная металлическая, или деревянная накладка достаточной площади, чтобы распределить нагрузку на большую площадь и, тем самым, «размазать» места концентрации напряжений. Края накладки перед установкой тщательно скругляют, чтобы не допустить концентрации напряжений на острых углах. Накладку можно заформовать ламинатом, чтобы она стала частью корпуса. Если герметично заформовать накладку по всей поверхности неудобно, лучше вообще этого не делать, чтобы не создавать мест скопления влаги. Вместо накладки можно просто сделать утолщение корпуса в нужном месте путем наформовки дополнительного слоя ламината. Болты пронзают накладку, или утолщение и крепятся гайками, под которые установлены шайбы. Так следует крепить, например, ВАНТПУТЕНСЫ – арматуру, держащую ванты. На менее нагруженные соединения допускается не устанавливать с обратной стороны прокладку, а просто использовать большие металлические шайбы с прокладками из нейлона. Разумеется, все сквозные отверстия при установке крепежа уплотняются герметиком.
Как при болтовом соединении, так и при установке металлических деталей на внутреннюю, и декоративную сторону корпуса, на смолу ламината, и на гелькоут воздействуют большие раскрашивающие нагрузки, а стеклопластик этого боится. Поэтому лебедки, блоки кулачковых стопоров, степс мачты, двигатель и др. следует изолировать от поверхности яхты тонкой эластичной прокладкой из нейлона, неопрена, резины. Помните, что при затяжке болтовых соединений, гаечный ключ в неуклюжих руках – убийца Вашей яхты. Металлический болт, естественно, крепче стеклопластика и его можно затянуть так, что ламинат под ним выкрошится! Поэтому обтяжку гаек нужно производить в рамках разумного.

Рис. РЯ 001005. Установка дополнительных переборок. В них сделаны отверстия для доступа в корму. Периметр отверстия усилен коробчатой конструкцией, ее формующая часть – ПХВ завернутый в полиэтилен.
При изготовлении элементов набора, лучше приформовывать сразу мокрую деталь на корпус, или на отвержденную деталь. Так мы делаем при изготовлении «на месте» стрингеров, шпангоутов, бимсов и флоров. На зачищенное место установки закрепляем при помощи бумажного скотча картонные заготовки в виде угольника, повернутого открытой стороной к корпусу. Более изысканные обводы можно получить, если выпилить элементы набора из пенопласта, или ПВХ, завернуть в полиэтилен (т.к. эти материалы растворяются полиэфиркой), укрепить скотчем на своих местах. Затем картонные, или пенопластовые элементы покрываются ламинатом внахлест (ламинат должен выходить за границы прикрепляемого элемента на 5-8 см. для прочности соединения к корпусу). На стеновые поверхности и пол накладываем сухие полосы стекломата, затем пропитываем их смолой при помощи кисти. После размокания пропитки, скрепляющей нити мата (2-4 минуты) выбиваем кистью пузыри. На потолок удобно накладывать предварительно намоченный в смоле и размокший стекломат. Его прилепляют на место и быстро прибивают кистью, чтобы не отвалился. Для штатных элементов набора на 5-7 метровой яхте (катере) достаточно наложить 2 слоя стекломата плотностью 450 гр./м.кв., при этом слой ламината будет 2 мм. В случае изготовления МИДЕЛЬ-ШПАНГОУТА ― шпангоут расположенный вблизи (чаще немного впереди) вертикальной плоскости пересекающей судно посередине Конструктивной ВатерЛинии (на малых яхтах его иногда используют для крепления мачты, без дополнительного пиллерса, упертого в днище), его толщина должна быть не менее 4-5 мм, что соответствует 5 слоям стекломата плотностью 450 гр./м.кв., или 3-м слоям стекломата плотностью 600 гр./м.кв. Ответственные элементы, да и вообще весь набор судна можно усиливать, заменяя второй слой стекломата стеклотканью, плотностью 500 гр./м.кв., имеющей толщину в ламинате 1,27 мм. При толщине ламината более 3-х слоев можно уложить 2 слоя стеклоткани. На предваряющий ее мат, стеклоткань хорошо укладывается и придает конструкции огромную прочность на разрыв.
В случае, когда Вам нужно приформовать подпорку для соединения элементов палубы с днищем, или переборку, ее придется предварительно изготовить, набрав необходимую толщину (4-6 мм.) ламината на разделенной поверхности ламинированного ДСП, МДФ, или просто ― стекла. Предварительно изготавливается шаблон детали из картона, подгоняемый по месту установки. Набранный и затвердевший ламинат снимается с формующей поверхности и опиливается по контурам картонного шаблона. На готовой детали можно стразу набрать усилительные элементы таким же способом, как мы делаем шпангоуты. Это придаст элементу необходимую жесткость на изгиб. Хотя стеклопластиковые усилительные элементы надежнее, но вполне приемлемо, дешевле и проще изготовить эти элементы из дерева. Опыт показывает, что такие элементы конструкции достаточно надежны. Лучшим деревом для изготовления силовых элементов и склеивания с полиэфирными смолами является влагостойкая многослойная судостроительная фанера. Худшее дерево для приформовки стеклопластиком – плотный дуб и маслянистый тик.

Рис. РЯ 001004. Усиление кокпита с помощью установки дополнительных опор.
1.Места наложения 2мм. ламината. Полиэфирная смола прозрачна, латок почти невидно.
2.Опора из 12 мм. судостроительной фанеры.
3.Внутренняя поверхность кокпита. До усиления он прогибался под весом человека.
4. Эти конструкции выполняют функции: усилительного элемента, рундука, сиденья, спального места.
Для консервации и лучшей адгезии к приформовываемой фанере, ее предварительно лучше покрыть полиэфирной смолой. При этом для лучшего пропитывания допускается добавлять в смолу до 5% ацетона, или до 10% стирола. Никакие детали яхты не должны быть установлены на свои места с усилием. Это приводит к появлению дополнительных ненужных напряжений корпуса. Для того, чтобы этого не происходило, наши заготовки опиливаем с зазором по месту установки. При установке расклиниваем их кусочками пробки, или бальзы, можно ― пластилином. Прихватываем несколькими мазками автошпаклевки, или сферы. После затвердения прихваток накладываем полосы ламината в стыковочный угол между корпусом и деталью, или по стыку двух деталей. Когда ламинат затвердеет, деталь надежно и без лишних напряжений будет стоять на своем месте. Этот способ соединения называется МЕТОД МОКРОГО УГОЛЬНИКА. Помните, что наложить стекломат, тем более, стеклоткань на внешний острый угол без пузыря невозможно. Поэтому все острые углы приформовываемых деталей должны быть скруглены. При стыковке двух деталей часто между ними и ламинатом присутствуют неудалимые пузыри, образующиеся во внутренних острых углах и при плохом прилегании деталей. Это ослабляет место соединения и создает резервуары для скопления влаги. Во избежание этого существует волшебная полиэфирная склеивающая паста, называется NORPOL FI-180-10. В нее добавляют отвердитель и заделывают неровности пристыковки, углы. Не дожидаясь застывания, сразу накладывают ламинат.
Если Вы клеите мощное усиление на тонкую основу, то нельзя не догадаться, что основа вскоре разрушится от деформирующих воздействий извне по месту установки усиления. Происходит это из-за концентрации напряжений в этом месте. Поэтому если Вы не можете усилить весь проблемный участок (скажем борт), то, хотя бы, сделайте из ламината плавный переход от большей толщины к меньшей. Это обманет злые Места Концентрации Напряжений, и они не смогут сделать трещину в корпусе.
Опыт показывает, что из всех соединений деталей на яхте самым проблемным для производителей является стык палубы и днища. Я видел очень мало лодок, хозяева которых не переделывали бы это крепление хотя бы раз на протяжении эксплуатации судна. При ремонте этого соединения на помощь снова приходит чудесная склеивающая паста NORPOL FI-180-10. Она в затвердевшем состоянии не крошится и надежно соединяет стыкуемые части. Она специально для этого создана.
Обращаю Ваше внимание: все последующие работы по укреплению стыка палубы и днища ведутся на уже соединенных палубе и днище, без их рассоединения. Зачищаем стык палубы и днища на всем его протяжении изнутри лодки. Там, где только можно достать. Ширина зачистки10-12 см. на каждую сторону от линии стыка. Заполняем NORPOL FI-180-10 стыковочный угол при помощи резинового шпателя. Ширина полосы пасты 4-5 см. Это лучше делать участками по 1-2 метра. Сразу накладываем поверх NORPOL FI-180-10 слой ламината 2-3 мм. Ширина ленты ламината 15-18 см. Теперь подготовим внешнюю часть периметра стыка. Для этого болгаркой с лепестковым кругом с зерном Р40 скругляем угол соединения палубы с бортами. Зашкуриваем наждачкой Р100-Р180 полосу гелькоута вдоль линии изгиба шириной 6-7 см. в каждую сторону от стыка. Не обязательно счищать весь гелькоут, достаточно получить равномерно матовую поверхность. По линии скругления наносим полосу NORPOL FI-180-10 шириной 4-5 см. при помощи того же резинового шпателя. И, не дожидаясь застывания пасты, сразу кладем 2-3 мм. ламината. После затвердения внешнюю часть стыка придется отшпаклевать сферой и покрасить . Но зато крепость и герметичность такого соединения не имеет себе равных. Теперь здесь не нужно никаких болтов, палубу уже не отодрать от днища!
При соединении ламината с медью, бронзой и латунью увеличивается время его полимеризации. Лучше их предварительно покрыть полиэфирной смолой с максимальным количеством отвердителя для создания своеобразного грунтовочного слоя. Плохо скрепляются с ламинатом гладкая поверхность нержавеющей стали и другие металлические детали с полированной поверхностью. Хорошее соединение получается с железом (особенно изъеденным ржавчиной) и алюминием. Перед наложением ламината, поверхности этих металлов нужно грубо зашкурить, или протравить специальным раствором на основе фосфорной кислоты (перед ламинированием – состав смыть). Хорошие результаты дает обезжиривание поверхности четыреххлористым углеродом. Хотя где Вы сейчас возьмете ядовитый для человека хладон, разрушающий озоновый слой, сырье для производства фосгена? Да и нужно ли это ради такой ерунды? Если придумаете, для чего, то полиэфирный ламинат можно еще надежно соединить с резиной, если предварительно протереть ее серной кислотой (например, из свинцового аккумулятора).
Ненагруженные детали допускается крепить к пластику яхты при помощи саморезов. Например, так можно крепить деревянную облицовку входа в рубку, а также всевозможные таблички, фонарики, приборы…. При этом отступ от края ламината должен быть в 2,5 раза больше диаметра саморезов, а интервал между ними – в 3 раза больше диаметра. Толщина ламината должна не менее, чем в 1,5 раза превышать диаметр самореза. Крепление трубчатыми заклепками (пистонами) крайне нежелательно, т.к. через них будет проходить вода. Такое крепление оправдано только там, где есть доступ только с одной стороны и по каким-то причинам нельзя крепить саморезами.
Особую трудность представляет крепление арматуры к трехслойным конструкциям. Если Вы хотите сделать сквозное отверстие там, где это не предусмотрено изготовителем, то Вам придется постараться, чтобы надлежащим образом защитить корпус от влаги и разрушения. Выйти из положения поможет деревянный вкладыш, вклеиваемый в заранее пропиленное отверстие в сэндвиче, из которого надо выколупать весь наполнитель. Ковырять таким образом яхту следует, естественно, изнутри. Вкладыш садится на гравикол, потом заделывается ламинатом. Если это лицевая поверхность, скажем, потолок рубки, то ламинат, конечно же, придется шлифовать, шпаклевать и красить. Толщина сэндвича может быть небольшой, тогда можно просто заполнить отверстие ламинатом, без деревяшки. Когда Вы крепите не особо нагруженную деталь, то можно фрезой выбрать отверстие, скажем 4-5 см. в диаметре на лицевой поверхности сэндвича – под каждый болт. Это отверстие залепить деревянной пробкой смазанной в гравиколе с добавленным отвердителем. После застывания гравикола излишки счищают и в пробке сверлят отверстие. Потом установленная деталь должна закрыть своим основанием то безобразие, которое Вы наделали на лицевой поверхности лодки. И не забудьте щедро нашпиговать все дырки герметиком.
При соединении двух трехслойных конструкций необходимо разнести линии разреза верхнего и нижнего слоя на 5-10 см., а наполнитель заточить под косой срез. Если нужно присоединить сплошной ламинат к трехслойной конструкции, необходимо сделать плавный переход от толщины сэндвича к толщине сплошного ламината. Это делается путем разнесения линий разреза на сэндвиче и косого среза наполнителя, на сплошном ламинате добирается дополнительная толщина в месте стыка с сэндвичем с плавным переходом на толщину пристыковываемого ламината. Стыки сращиваемых конструкций соединяются полосами ламината внахлест.
Часто бывает, что палуба и крыша рубки на старых цельнопластиковых лодках прогибается из-за потери части бимсов и стрингеров. Можно установить новые элементы набора, а можно воспользоваться модным материалом – Метлайном (Коремат), который я критиковал в начале этого раздела. Сейчас мы можем сами изготовить сэндвич из однослойной конструкции. Практика показала, что таким способом можно добиться жесткости достаточной для того, чтобы полностью лишенная бимсов и стрингеров палуба и рубка выдерживали вес 1-2 человек и не прогибались настолько, чтобы это было опасно для материала палубы. Наложить 4-х мм. метлайн и 2 мм ламинат за раз на потолок невозможно, поэтому яхту нужно перевернуть килем к верху. В таком положении мы зачищаем все ослабленные площади при помощи болгарки с лепестковым кругом. Затем подготавливаем раскрой метлайна: он должен покрыть поверхность одним слоем без наложений. Укладываем метлайн и пропитываем смолой. Надо сказать, что 4-х мм. метлайн поглощает значительно меньше смолы, чем требует аналогичный слой ламината, поэтому его применение облегчает конструкцию. Не дожидаясь застывания метлайна, накладываем 2 слоя стекломата плотностью 450 гр./м.кв. После отверждения конструкция получается достаточно прочной. В крайнем случае на нее можно установить пару бимсов (гораздо меньше, чем было до этого). Но в нашем случае при ремонте 5-7 метровых яхт этого не требовалось.
Дело в том, что при создании сэндвича, в нашем случае, мы укрепляем цельнопластиковый корпус, который был рассчитан на несение нагрузок без дополнительного усиления, но от времени немножко подустал. Это 5-6 мм пластик. На него мы накладываем еще 6 мм. сэндвича. Так что здесь получается трехслойная конструкция в ее лучшем виде: 6+4+2 =12 мм. Не сравнить с заводским сэндвичем, построенным по схеме 2+4+2 = 8 мм. Нижняя сторона палубы и потолок рубки это поверхности, менее всего подверженные отсыреванию. Поэтому здесь можно не бояться осмоса. Так что в данном месте и случае применение метлайна вполне оправдано и целесообразно. Плюс такого ремонта то, что мы имеем ровные поверхности, которые удобно обклеивать ковролином, в отличие от горбатой поверхности с бимсами. Чтобы скрыть горбыли там придется еще накладывать обшивку из фанеры, а это дополнительный вес (много бимсов + фанера) и хранилище влаги.
Внешний ремонт судна.

4.Внешний ремонт судна. Рис. РЯ 003001- РЯ003003. Начало ремонта: зачистка корпуса, выявление и вскрытие пузырей и расслоений.
Внешний ремонт судна начинается с расчистки всех поврежденных мест, удаления старой отслоившейся краски (обычно это ремонтные покрытия, родной гелькоут гораздо более устойчив ко внешним условиям). Снять старые ремонтные покрытия удобно при помощи смывки. Ее наносят кистью по всей поверхности яхты, затем счищают металлической щеткой или специальной насадкой, надетой на дрель. Эта обработка не снимет родной гелькоут. Поверхность после такой очистки жирная, на нее нельзя наносить новую краску. Поэтому всю поверхность сплошняком матуют наждачкой Р60

Рис. РЯ 003005. 1.Неровные места зашпаклеваны сферой 2.Обнаружена трещина в корпусе, края ее разделаны для заформовки ламинатом.
Чаще всего борта судна находятся в лучшем состоянии, чем палуба и, если на них нет шелушащейся растресканной краски, то допустимо просто сплошняком заматовать поверхность наждачкой Р60-Р100. После этого нужно найти все пузыри и расслоения ламината. Делается это путем нажатия любым твердым предметом на поверхность палубы, борта (например тыльной стороной зажигалки).

Рис. РЯ 003007. 1.Разделанное углубление для качественной заделки трещины.
По звуку, полости можно определить простукиванием монетой. Так нужно проверить каждый сантиметр поверхности и, не скажу, что это простая, и приятная процедура. Найденные полости сразу вскрываем отточенным сапожным ножом. Когда вскрыты все полости, зачищаем их болгаркой с лепестковым кругом Р40.

Рис. РЯ 003008. Вблизи видны слои стеклоткани корпуса.
Теперь все шпаклюется сферой (самодельная шпаклевка из порошка стеклянной амегасферы и полиэфирной смолы с отвердителем). Надо сказать, что сфера, как полиэфирная шпаклевка показала себя наилучшим образом для ремонта пластиковых яхт. Если Вы применяете для шпаклевания дорогую фирменную эпоксидную шпаклевку, помните, что каждый слой ее должен быть тщательно зачищен перед наложением нового, иначе он с легкостью отлетит из-за разделительной пленки, которой страдает любое покрытие из эпоксидки. Да и ремонт влетит в немалую копеечку, т.к. в данном случае большую часть денег Вы платите за бренд. Если Вы хотите воспользоваться для ремонта автошпаклевкой, то знайте что при любом повреждении верхнего слоя краски и попадании влаги, эта масса начнет разбухать и напитываться влагой благодаря гидрофильной минеральной глине, составляющей основу этой шпаклевки. К сожалению, небольшой срок, который мы занимаемся ремонтом яхт, не позволяет достоверно судить о качестве сферы как шпаклевки для морского транспорта. Однако мною был проведен эксперимент, когда отшпаклеванная сферой стеклопластиковая поверхность погружалась в ведро с водой. После осмотра образца через 5 и 7 месяцев, не было выявлено размягчения, набухания и отслаивания шпаклевки, не защищенной слоем краски. Отшпаклеванную поверхность, после отверждения сферы, выравниваем грубой наждачкой на ткани (Р40). Здесь можно воспользоваться механизацией, удобнее всего для этого подойдет плоскошлифовальная машинка мощностью 600-800 ватт.

Рис. РЯ 003006. Подготавливаем полосы мата и ткани разной ширины для гладкой заделки выемки.
Однако изгибы и переходы, другие труднодоступные места придется шлифовать вручную. Дальнейшая обработка зависит от того, чем Вы собираетесь красить яхту. На снимках представлены три лодки, покрашенные полиуретановой судоремонтной краской фирмы Tikkurila, ― фирмы International и покрытая гелькоутом с его последующей шлифовкой и полировкой по корпусу, палуба оставлена шагреневой (такое покрытие дает гелькоут без дополнительной обработки), с целью противоскольжения экипажа при эксплуатации судна.

Рис. РЯ 003009. Накладываем чередующиеся слои мата и ткани: от узких в начале набора до широких – при выходе на уровень борта.
Если предполагается покраска бортов выше ватерлинии и палубы судна полиуретановой краской без предварительной грунтовки, то механическая обработка должна быть наиболее тщательной. В этом случае всю поверхность необходимо обработать наждачкой Р100 и довести наждачкой Р240. Если при этом наждачка забивается (зависит от того, какой краской была покрыта яхта), можно производить обработку с водой. В случае, если предполагается грунтовать поверхность перед финишной покраской, можно обработать ее после Р40 наждачкой Р150 и все. Помните, что расход полиуретановой краски на 10 м. кВ. поверхности составляет 1,5-2 литра.

Рис. РЯ 003010. Прикатываем финишный слой мата для выравнивания.
Это говорит о том, что слой ее очень тонок и, если неудовлетворительно прошлифовать поверхность конечной наждачкой, могут остаться видимые царапины от более грубой предыдущей обработки, которые будут видны после финишной покраски. Опыт применения красок разных фирм показал, что краска фирмы Tikkurila была среднего глянца и с достаточным количеством, поэтому ею можно покрывать поверхности с некоторыми дефектами шпаклевания, они будут скрыты.

Рис. РЯ 003011. 1.Начальные слои в середине разделанного углубления. 2.Финишные слои ― вровень с поверхностью борта
Ею можно покрывать поверхность без предварительной грунтовки, т.к. краска – не просвечивается. Краска International, напротив, обладает высоким блеском, поэтому поверхность должна быть идеальной, иначе все дефекты будут хорошо видны на зеркальной поверхности. Эта краска, также обладает повышенной текучестью и склонностью к образованию потеков. В конечном слое ( имеется в виду слой, который невозможно далее увеличивать при покраске из-за угрозы потеков) она полупрозрачна. Поэтому поверхность предварительно необходимо грунтовать и цвет грунтовки должен быть похож на цвет финишной покраски. Советую Вам красить яхты при помощи пульверизатора и компрессора. Способ покраски кистью не выдерживает никакой критики (полосы, потеки). Покраска валиком всегда дает шагрень и следы от проходов валика. В нашем случае все три яхты красились грунтовочным пистолетом. При покраске полиуретановой краской использовалось сопло 1,5 мм., при покраске гелькоутом – 2,5 мм. Гелькоут разбавлялся стиролом в количестве 12%. Если мы красим полиуретановой краской выше ватерлинии, то ниже ватерлинии, как правило, фирмы – производители красок предлагают эпоксидные двухкомпонентные краски. Блеска они не имеют, поэтому красить их можно как пульверизатором, так и валиком.

Рис. РЯ 003012. Выравнивание поверхности латки плоскошлифовальной машиной.
Финишным слоем ниже ватерлинии является необрастайка. Ее я советую всегда наносить пульверизатором, потому, что гладкая блестящая поверхность, которую дает такая покраска, не только красива на вид, но и снижает сопротивление при движении яхты. Как красить пульверизатором, я думаю, бесполезно объяснять. Ну, нужно добиться тонкодисперсной взвеси распыляемой краски, наносить ― с расстояния 40-60 см. Давление компрессора должно быть 2-2,5 атмосферы. Напылять нужно полосами так, чтобы следующая полоса перекрывала предыдущую.

Рис. РЯ 003014. Латка после шпаклевания сферой.
В начале и в конце полосы необходимо отпускать курок пистолета. Таким образом, Вы красите квадрат полосами слева направо, сверху вниз. Когда дойдете до нижней полосы, которую еще удобно красить из занятой Вами позиции (стоя, присев, полулежа), переходите к соседнему квадрату. То, что осталось неокрашенным ниже, или выше, покрасите потом из другой позиции. Напылять необходимо в 2 прохода: первый – легкий непрокрас, Вам кажется, что краска ложиться шагренью, но она может через пару минут выровняться. Второй слой (через пару минут) – полный прокрас, но как только краска начинает блестеть, переходить к следующему участку, иначе неминуемы потеки. Также, смесь для распыления должна быть достаточно жидкой: такой жидкой, чтобы только не была прозрачной в окончательном слое.

Рис. РЯ 003015. Красим борт ниже ватерлинии двухкомпонентной эпоксидной противоосмосовой краской. Она наносится на рекомендованную производителем краски грунтовку.
Если не добиваться минимальной густоты краски, то финишный слой будет шагреневый. Для разбавления краски нужно использовать только тот растворитель, который рекомендован фирмой – изготовителем, если, конечно, Вас интересует конечный результат (использование другого растворителя может привести к сворачиванию, невысыханию краски, или потере ею глянца, или прочности).

Рис. РЯ 003016 – РЯ 003021. Борта и палуба покрашены пульверизатором полиуретановой краской высокого блеска International.
Не пытайтесь закрасить пропущенные при отделке ямочки и другие дефекты, их заделкой нужно было заниматься после проявочной покраски грунтовкой. Сейчас-же это приведет только к образованию потеков. Думаю, эти советы нисколько не помогут Вам, если Вы в первый раз взяли в руку покрасочный пистолет. Тут нужно приобрести собственный опыт, и все равно приемлемо красить смогут только 1-2 человека из 10-ти желающих. Недаром, работа, например, автомаляра так ценится и высоко оплачивается. Все вышесказанное о покраске относится ко всем краскам, кроме гелькоута. Наружная покраска гелькоутом еще и сейчас многими считается невозможной, но мы ломаем эти стереотипы и производим наружное напыление пластика. Конечно, это трудоемкая и дорогостоящая операция, он получить новое покрытие яхты с качеством – выше заводского, разве это не стоит того? Гелькоут напыляется на поверхность слоем до 1мм. В качестве грунтовки мы используем полиэфирную смолу, накладываемую слоем 0,5 мм. Такая обработка выравнивает многие мелкие погрешности предыдущей механической обработки, заполняет старые эрозионные и усталостные трещинки заводского слоя стеклопластика. В случае покрытия гелькоутом, после шлифования поверхности наждачкой Р40 не нужно никаких дополнительных обработок наждачной бумагой с более мелким зерном. Кроме этого такой слой нового пластика надежно защищает судно от осмоса и повреждений при будущем использовании. Как правило, палубу мы напыляем гелькоутом и не шлифуем, получается шагреневое матовое покрытие, которое само по себе «работает» как нескользяха. Но при этом – отлично моется, не трескается и не меняет цвет под лучами Солнца, как это делают многие краски. Так что нескользящее покрытие, в этом случае, можно нанести на яхте по минимуму и, как говорится, чисто для вида. Борта же должны блестеть, это не только требование эстетики; глянцевые поверхности меньше пачкаются от воды и дают лучшее скольжение, что особенно важно, если яхта должна участвовать в гонках. Ниже ватерлинии поверхность гелькоута обрабатывается наждачкой Р240 и покрывается необрастайкой. Итак, читайте, как мы напыляем пластик… Способ напыления пластика (полиэфирного гелькоута) на поверхность изделия (яхты) называется – покрытие ТОПКОУТОМ. Топкоут от гелькоута отличается лишь наличием в составе 1-4% парафина. В обычный гелькоут добавляют специальный 10% раствор парафина в стироле в количестве 10 – 40 грамм на литр. Это делается для того, чтобы поверхность после застывания не была липкой: гелькоут при использовании не через матрицу имеет такое свойство, связанное с тем, что стирол выходит на внешнюю сторону покрытия. Однако, наносимый топом гелькоут, не будет зеркально гладким. Он даст шагрень, а парафин в нем даст матовость. Шагрень будет тем больше, чем гуще гелькоут, а матовость – тем сильнее, чем больше процент парафина. Если Вас устраивает шагреневая матовая поверхность, то вот и чудненько. Ну, а если Вы хотите с этим бороться, можно кое – что придумать. Лучше, чтобы шагрень была поменьше, ― разбавить гелькоут. Это можно сделать «родным» материалом гелькоута – стиролом.
Борьба с осмосом.
Наконец, мы добрались до решения проблемы, поставленной в начале раздела. Суть борьбы с осмосом состоит в удалении пораженного гидролизом материала и замене его новым, наряду с установкой на пути воды преграды в виде специального барьерного слоя. Конечно, ни одно из существующих покрытий не водостойко на 100%, и ни одно из них не вечно, но современные барьерные покрытия значительно лучше держат воду, чем родной гелькоут или те же покрытия десятилетней давности.
Итак, снимаем с судна мачту, ставим его в сухое помещение на кильблоки. Если присутствуют внешние признаки осмоса, описанные в начале раздела, удаляем с судна весь гелькоут ниже ватерлинии при помощи болгарок с лепестковыми кругами. Дальше, производим осмотр стеклопластика, выявляем помутневшие, размягченные и пузырящиеся места. При помощи специальных электрорубанков, контролируемо снимаем от 0,3 до 3 мм. материала за проход. Обычно снимаем по слою 1 мм., это не перегружает инструмент и позволяет не снять здоровый стеклопластик. При работе ведется учет общей толщины снятого слоя. Как только мы доходим до здорового стеклопластика, обработка прекращается. Места, труднодоступные для рубанков проходят болгаркой с лепестковым кругом Р40. Такая обработка позволяет получить гладкую поверхность, которая перед наложением новых слоев ламината требует только небольшой обработки плоскошлифовальной машинкой с наждачкой Р40.
Удаление пораженного слоя закончено, все, теперь стоит забыть о яхте на 2-4 недели. Пусть она стоит в сухом закрытом помещении, пока влага естественным путем не выйдет из пор стеклопластика. Помните, что если полениться и не полностью удалить мутный гидролизный слой, то сушка займет месяцы, если не годы, т.к. он содержит гигроскопичные вещества, которые тянут влагу из воздуха. Даже, если удастся высушить такой пластик. То в нем все равно будет большое количество водорастворимых веществ, которые при мизерном количестве влаги снова дадут гидролиз. Поэтому такой слой не может быть основой для барьерного покрытия.
Когда яхта просохла, начинаем наращивание толщины. Для этого пользуемся стекломатом плотностью 450 гр./м.кв. и стеклотканью – 500 гр./м.кв. Слой мата дает в ламинате толщину 1 мм., ткань – 1,3 мм. В зависимости, от того, какая толщина снята (обычно – не более 6 мм.), накладываем чередующиеся слои ткани и мата. При этом стараемся, чтобы первым слоем к корпусу был мат, а наружным – ткань. При наращивании толщины мы пользуемся винилэфирной смолой, которая в работе мало отличается от полиэфирки, но по сопротивляемости осмосу приближается к эпоксидке.
И наконец, сам барьерный слой. Это покрытие из чистой винилэфирной смолы, наносимое за три прохода грунтовочным пульверизатором с соплом 2,5 мм. Затем наносим один слой винилэфирной смолы с серым пигментом в качестве грунтовки. Это необходимо для того, чтобы при конечном шлифовании были видны неровности, на прозрачной смоле их видно плохо. Толщина барьерного слоя достигает 1,5 мм, что в 3 раза выше, чем при аналогичном покрытии эпоксидным составом. Затем следует механическая обработка плоскошлифовальной машиной и покраска двумя слоями необрастайки. Все, лодку можно спускать на воду.
Автор статьи: Андрей КОСЕНКОВ
Полная версия по адресу (mastercomposit.ucoz.ua)
- Искусственный гранит и мрамор в интерьере
 Искусственный мрамор Диапазон выбора практически безграничен. Можно изготовить любое изделие, в котором будут сохранены природные качества и внешний вид мрамора. Использование искусственного мрамора дает множество практических преимуществ.Полная версия статьи
Искусственный мрамор Диапазон выбора практически безграничен. Можно изготовить любое изделие, в котором будут сохранены природные качества и внешний вид мрамора. Использование искусственного мрамора дает множество практических преимуществ.Полная версия статьи - Экстренный ремонт пластикового окна своими руками
 Современные металлопластиковые окна - это относительно дорогие и сложные изделия. Их нормальное функционирование доставляет удовольствие пользователям и добавляет в их жизнь комфорт, безопасность, уют и эстетику.Полная версия статьи
Современные металлопластиковые окна - это относительно дорогие и сложные изделия. Их нормальное функционирование доставляет удовольствие пользователям и добавляет в их жизнь комфорт, безопасность, уют и эстетику.Полная версия статьи